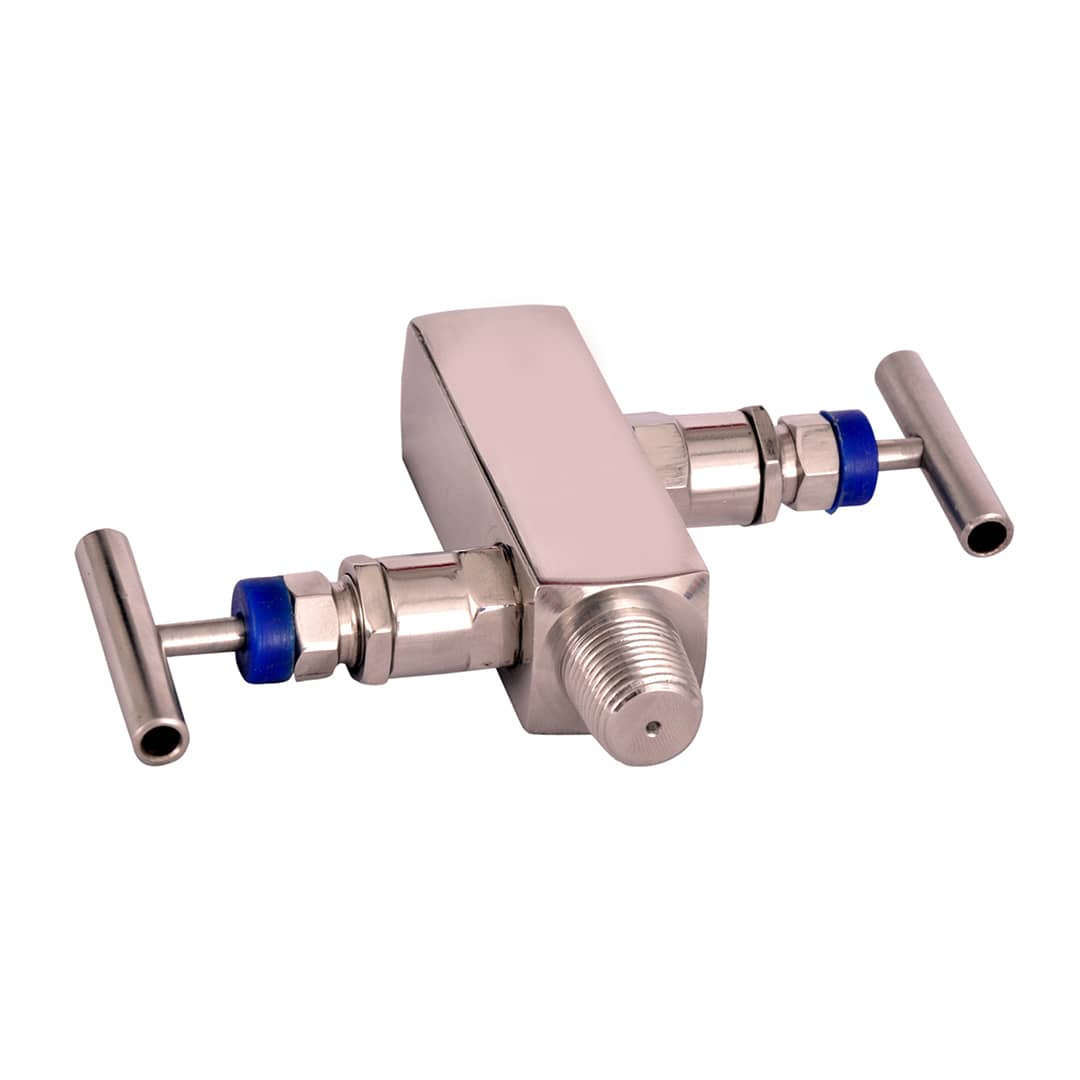
Double Block & Bleed Valve (DBB Valve) Manufacturer

Specification & Standard
Size Range
½” to 24” (15 mm to 600 mm)
Bonnet Type
Bolted Bonnet / Welded Bonnet / Extended Bonnet
Working Pressure
150 Class to 2500 Class (PN 16 to PN 420)
Temperature
20°C to +425°C
End Connection
Flanged (RF / RTJ), Butt Weld, Socket Weld, Threaded
Body
Stainless Steel (SS 304, SS 316), Carbon Steel (WCB), Alloy Steel
Quality Industries is a leading Double Block & Bleed Valve (DBB Valve) Manufacturer, Supplier, and Exporter from India, offering high-performance valves for critical industrial applications. Our Block & Bleed Valves and DBB Valves are designed to provide maximum safety, zero leakage isolation, and long-term reliability in high-pressure and high-temperature systems. With modern manufacturing facilities and strict quality control, we supply valves that meet the demanding requirements of oil & gas, petrochemical, chemical, and power industries.
What is a Block & Bleed Valve?
A Block & Bleed Valve is a valve arrangement used to isolate a pipeline and safely release trapped pressure. It consists of two block valves and one bleed valve placed between them. This configuration allows complete shut-off and verification of leakage, ensuring safe maintenance and operation. As an experienced Block & Bleed Valve Manufacturer, we design valves that comply with international safety standards and deliver consistent performance in critical services.
What is a DBB Valve?
A DBB Valve (Double Block and Bleed Valve) performs the same function as a traditional block and bleed valve but in a single compact valve body. A DBB Valve contains two independent sealing surfaces and a bleed port, reducing space requirements and minimizing potential leakage points. Being a professional DBB Valve Manufacturer, we manufacture DBB Valves that offer superior sealing efficiency and operational safety.
Applications of Block & Bleed Valves
Block & Bleed Valves and DBB Valves are widely used in:
- • Oil & Gas Pipelines
- • Refineries
- • Petrochemical Plants
- • Chemical Processing Units
- • Power Generation Plants
- • Instrumentation Systems
Their ability to provide safe isolation makes them essential for hazardous and high-pressure services.
Frequently Asked Questions
A Double Block & Bleed (DBB) valve is a single valve that provides dual isolation and a bleed valve to release any trapped pressure between the two isolation points. It is used to ensure complete isolation for maintenance or safety purposes.
The DBB valve works by having two isolation valves and one bleed valve within a single assembly. The two isolation valves block flow from both sides, while the bleed valve allows for the venting of any pressure or fluid trapped between the isolation points.
DBB valves are used in applications requiring high levels of safety and isolation, such as:
- Oil and gas industry
- Chemical and petrochemical processing
- Power generation
- Refining and pipeline systems
DBB valves are made from various materials, including:
- Stainless steel
- Carbon steel
- Duplex stainless steel
- Alloy materials The material selection depends on the operating environment and the type of fluids or gases being handled.
- Enhanced safety: Provides complete isolation to prevent leaks and ensure safe maintenance.
- Space-saving design: Combines multiple valves into a single compact unit, reducing space requirements.
- Cost-effective: Reduces the need for multiple valves and fittings, saving on installation and maintenance costs.
- Ease of maintenance: Simplifies the process of venting and isolating sections of a pipeline or system.
Yes, DBB valves are designed to handle high-pressure applications, making them suitable for use in critical and high-risk environments.
The company started on a very small scale in 2011 and now has the latest manufacturing and testing facility. The company is located in Gujarat, in the western part of India.
